3.
ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ
ОБРАБОТКЕ МАТЕРИАЛОВ
ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ
Большинство технологических операций, осуществляемых с помощью лазеров, основано на тепловом воздействии света на обрабатываемые материалы. В этом случае процесс взаимодействия лазерного излучения с веществом условно можно разделить на следующие стадии: поглощение света; передача энергии тепловым колебаниям решетки твердого тела; нагревание материала; плавление, разрушение материала путем испарения и выброса расплава и остывание после окончания светового воздействия. Процессы взаимодействия вещества с излучением будут рассмотрены применительно к металлам, сильнопоглощающим полупроводникам и диэлектрикам, причем основное внимание будет уделено процессам, существенным при технологическом использовании лазеров.
Интенсивность излучения на глубине z поглощаемого слоя определяется законом Бугера-Ламберта. С учетом отражения от поверхности она равна
I(z) =
I(o) × (1-R) exp (-a×z), (3.1)
где a и R - коэффициенты поглощения и отражения, соответственно; I(o) - интенсивность излучения на поверхности. Эта формула применима в интересующем нас диапазоне к различным материалам. Значения величин a и A = 1-R (поглощающая способность материала) определяется выражениями:
a
= 4/c0 [ ( p × no × eo2) /mo* ]1/2,
(3.2)
A
= [ mo* /( p ×no × eo )]1/2 × nc .
Здесь eo и mo* - заряд и эффективная масса электрона, no - концентрация свободных электронов в металле, сo - скорость света в вакууме, nc - частота столкновений электрона, при котором происходит изменение импульса.
В зависимости от материала механизмы поглощения света и перехода его в тепло за счет передачи энергии сильно различаются.
В металлах элементарными процессами, сопровождающими акты поглощения фотонов, являются электрон-фотонные nэ.ф взаимодействия с частотой 104 - 109 с-1, электрон-электронные nэ.э =1014 , электрон-ионные nэ.и=1011 и ион-ионные nи.и=1013с-1. Таким образом, видно, что в начале разогреваются электроны проводимости (время разогрева tэ =1/nэ.э=10-14 с), при этом температура решетки практически не меняется. При значениях t > 10-11с температуры электронного газа и решетки выравниваются, и с этого момента можно ввести понятие общей температуры металла. Сравнение всех частот показывает, что скорость нагрева металла лимитируется только скоростью ввода энергии излучения nэф и потому можно считать, что механизмы нагрева металла следят за изменением светового потока практически без запаздывания.
В полупроводниках, в отличие от металлов, поглощение света определяется в основном связанными носителями. Сильно поглощать излучение на частоте n будут лишь те полупроводники, в которых hn > Eq (Eq - ширина запрещенной зоны). При hn > Eq валентные электроны будут переходить в зону проводимости в результате внутреннего фотоэффекта. Не- смотря на процессы рекомбинации, через ~ 10-9 - 10-8 с, уже при интенсивности Iи > 106 Вт/см2, концентрация свободных носителей достигает величины 1020 - 1021 см-3 и механизмы передачи энергии становятся такими же, как у металлов.
В случае hn < Еq поглощение осуществляется существующими электронами проводимости, их постепенный разогрев приводит к дополнительной термической ионизации и появлению новых электронов в валентной зоне, вызывая самоускоряющийся процесс нагревания решетки. При hn << Еq механизм поглощения решеточный и эффективен лишь в дальней ИК-области (10-100 мкм).
В диэлектриках поглощение фотонов обусловлено лишь переходами из валентной зоны в зону проводимости (если hn лежит в УФ или в видимой области спектра), либо переходами между примесными уровнями и зоной проводимости, а также в результате решеточного поглощения (когда hn лежит в ИК-области).
В результате поглощения света и перехода его в тепло начинается нагревание материала путем передачи этой энергии с помощью механизмов электронной, фононной и лучевой теплопроводности. Размер прогретой области сначала определяется величиной скин-слоя ( d ), а затем за счет теплопроводности как функция (c ×t)1/2, где c - теплопроводность; t - время. Границы дееспособности каждого из механизмов теплопроводности зависят от достигнутой температуры Т. При Т < 100 К существенна фононная теплопроводность cф , при Т = ( 102 -104 ) K преобладает электронная теплопроводность cэ, при Т > 104. К следует учитывать лучис-тую cл теплопроводность. Как правило, при обработке материалов Т не превышает Ти (рис.3.1) и поэтому основной механизм теплопроводности -
это cэ.
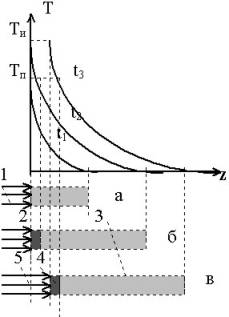
Рис. 3.1. Схема физических процессов при взаимодействии лазерного излучения с поверхностью твердого тела: а - нагрев; б - плавление; в - испарение поверхности материала; 1- лазерное излучение; 2 - исходная поверхность; 3 - нагретая часть; 4 - расплавленная часть; 5 - испаренная часть материала; Т - температура; Тп - температура плавления; Ти – температура испарения; z - глубина воздействия света в материале; t1, t2, t3 - времена облучения (t3 > t2 > t1).
Основные физические процессы, происходящие в результате лазерного нагрева, схематично представлены на рис.3.1. Лазерное излучение, падая на поверхность материала, частично отражается от нее, а частично проникает во внутрь материала, поглощаясь в нем и нагревая его на глубине z поглощаемого слоя.
В зависимости от конкретных технологических операций может использоваться простой нагрев, плавление или испарение (рис.3.1). Однако механизмы распространения тепла в глубь материала в зависимости от конкретной технологической ситуации существенно различаются. Так, для обработки материалов используется фокусировка светового пучка до размеров dг ( dг = 10-20 мкм ); а так как при этих значениях dг << ( c×t)1/2, то становится понятным, что при t = 10-3 с существенную роль играет отвод тепла в сторону от места нагрева ( область нагрева ~ 100 - 300 мкм ), что резко замедляет темп нагрева. Тем не менее, используя выражение для установившейся (стационарной) температуры для сфокусированного пучка размером dг :
Тс = ( Iо × dг ) / cэ , (3.3)
где Iо - интенсивность (плотность) светового потока, можно сделать некоторые оценки. Из (3.3), а, также принимая во внимание, что глубина прогретого слоя zпр = 10 dг, можно найти минимальные плотности поглощаемого света Io для нагрева этой области скажем до температуры плавления Т = Т п. Данные таких оценок приведены в таблице 3.1.
Таблица 3.1
Расчетные данные минимальных интенсивностей ( Мвт/см2 ), способ-
ных нагреть некоторые металлы сфокусированным излучением dг до
температуры плавления Тп
________________________________________________________________
dг, мкм металл
-------------------------------------------------------------------------------------
Медь Алюминий Серебро Золото Олово Железо
-------------------------------------------------------------------------------------------------
10 4,2 1,6 4,0 3,3 0,15 1,2
50 0,84 0,31 0,81 0,66 0,03 0,23
100 0,42 0,16 0,4 0,33 0,015 0,12
________________________________________________________________
Оценки критических интенсивностей для трех стадий нагрева: просто нагрева, плавления и испарения можно сделать из приведенных ниже выражений (3.4-3.6). Понятно, что для процесса просто нагрева интенсивность излучения должна быть меньше критической интенсивности Iо1, достаточной для достижения на поверхности температуры Т = Тп . Величина Iо1 описывается выражением
I о1 = Ö p / 2 [( Тп × cэ ) / ( z × tn ) 1/2, (3.4)
где z - коэффициент температуропроводности; cэ - коэффициент электронной теплопроводности; tn - время, достаточное для достижения на поверхности металла процесса плавления.
Плавление можно осуществить при интенсивностях, меньших, но близких к интенсивностям, при которых достигается ощутимое испарение поверхностных слоев материала Iо2
I о2 = Öp /2 [(Tк ×cэ) / ( z ×tk )1/2 ]. (3.5)
Здесь Тk_и tk - параметры, относящиеся к процессу кипения. Для описания процесса интенсивного испарения используется выражение
I о3 = Lи × r (z / tи) 1,2. (3.6)
Здесь Lи - удельная теплота испарения, tи - длительность импульса, при котором скорость испарения uи ~ uТ (скорости распространения тепла), r - плотность материала. Результаты оценок I о1 , I о2 и I о3 сведены в таблицу 3.2.
Таблица 3.2
Критические интенсивности лазерного излучения для ряда металлов
при длительности импульса: 10 -3 с (1); 10 -8 с (2).
________________________________________________________________
c э, z,
Тn, Тk, Io1, Io2, Io3,
материал Вт/см×К см2/с К К Вт/см2
-------------------------------------------------------------------------------------------------
Медь 3,89 1,12 1365 2868 1,1×105 2,7×105 1,4×106 1
3,6×107 8,6×107 4,5×108 2
Алюминий 2,07 0,87 933 2720 4,1×104 1,5×105 8,3×105 1
1,3×107 4,8×107 2,6×108 2
Вольфрам 1,30 0,65 3653 5803 1,5×105 2,5×105 2,4×108 1
4,8×107 7,9×107 7,7×108 2
Хром 0,67 0,22 2176 2915 7,6×104 1,1×105 8,0×105 1
2,4×107 3,4×107 2,5×108 2
Титан 0,15 0,06 1941 3553 3,0×104 5,8×104 3,4×105 1
9,4×106 1,8×107 1,1×108 2
-------------------------------------------------------------------------------------------------
3.5. ОБЛАСТИ СУЩЕСТВОВАНИЯ РАЗЛИЧЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НА ПЛОСКОСТИ "ИНТЕНСИВНОСТЬ - ДЛИТЕЛЬНОСТЬ ВОЗДЕЙСТВИЯ
Результат действия импульсного лазерного излучения зависит от интенсивности и времени воздействия (длительности импульса). Поэтому эффективная реализация каждого технологического процесса возможна лишь для ограниченных интервалов I о и tи (рис.3.2).
При Io £ 104 - 10 5 Вт/см2 происходит нагрев материала без изменения агрегатного состояния вещества. Эта область термообработок применяется, в частности, для повышения твердости приповерхностных слоев и их износостойкости, для отжига полупроводниковых материалов, улучшающего характеристики, изготавливаемых из них приборов, для разделения хрупких материалов за счет разрушающих (раскалывающих) напряжений.
Повышение I о до 105 - 106 Вт/см2 приводит к плавлению без выброса материала. Это область таких технологических приложений, как точечная и шовная сварка, имеющие преимущества перед контактными способами, сварка легко деформируемых материалов в труднодоступных местах и при минимуме теплового воздействия на соседние материалы, а также некоторые операции лазерного легирования. В последнем случае реализуется высокая стерильность процесса модифицирования поверхностных слоев материалов и в операциях полупроводниковой технологии.
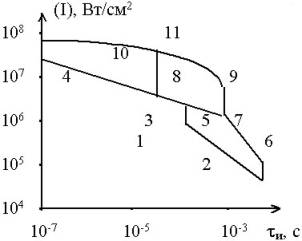
Рис. 3.2. Области существования различных технологических процессов. 1 - термообработка; 2 - область без плавления; 3 - малая глубина проплавления; 4 - испарение отсутствует; 5 - сварка; 6 - большая зона прогрева; 7 - испарение; 8 - пробивка отверстий; 9 - резка; 10 - удаление материла; 11 - образование плазмы
Величина I о ~ 10 6 - 107 Вт/см2 позволяет производить нагрев с удалением вещества из зоны теплового воздействия. Благодаря этому можно пробивать отверстия, сверлить, фрезеровать, резать практически все материалы, скрайбировать хрупкие материалы, испарять, производить отбор микропроб для аналитических целей.
При I о > 10 7 - 10 8 Вт/см2 возникает лазерная плазма, поглощающая излучение и тем самым затрудняющая проведение технологических операций. Переход же в область интенсивностей 1016 Вт/см2 приводит к развитию плазменных процессов, интересных в плане получения высокотемпературной плазмы.
Рассмотрим далее принципы, конструкции и узлы, положенные в основу при разработке технологического лазерного оборудования. И если до сих пор основное внимание обращалось на физические принципы построения лазеров и лазерной технологии, то в дальнейшем изложение материала определяется техническими и технологическими аспектами.